


Formspecifikationer
|
Formnavn |
Plastik ægbakke form |
|
Produktmateriale |
PP, plast |
|
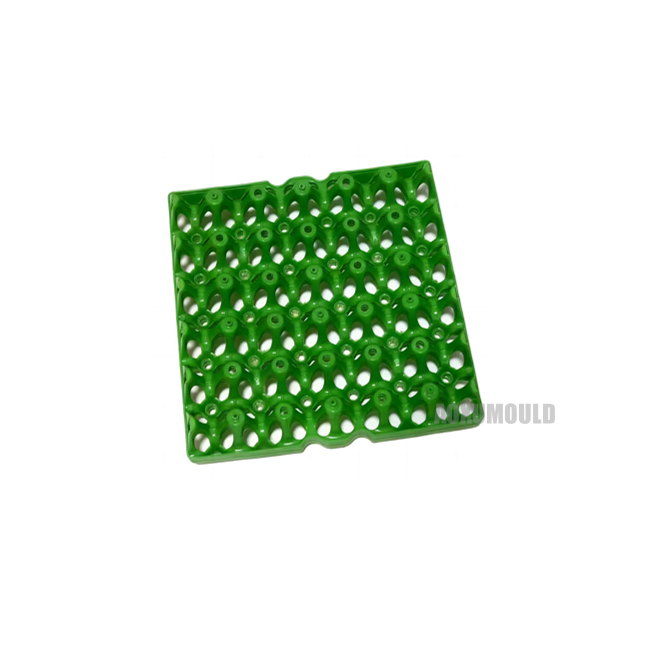
Produktstørrelse |
295x295x50mm |
|
Produktvægt |
300gram |
|
Formmateriale til hulrum &. Kerne |
P20, 718 |
|
Formbase |
P20, 718H |
|
Injektionssystem |
Kold løber |
|
Egnet injektionsmaskine |
350T |
|
Formstørrelse |
510x510x150mm |
|
Skimmel levetid |
Mere end 500, 000 pc'er |
HvorforCHooseTo UsePLasticEggTRay?
Plastik ægbakke er et meget praktisk køkkenredskab, der har mange fordele og kan bringe os en masse bekvemmelighed og bekvemmelighed.
For det første er plastikæg lettere, lettere at rengøre og mindre tilbøjelige til at rustne sammenlignet med traditionelle metalægbakker. Når vi normalt bruger metalægbakker, finder vi ofte, at metalmaterialet er let at blive snavset, og det er vanskeligt at rengøre. Plastiske ægbakker er ikke kun lette, men også mere praktiske og effektive at bruge. De kan rengøres med bare en simpel skylning, hvilket reducerer vores arbejdsbyrde.
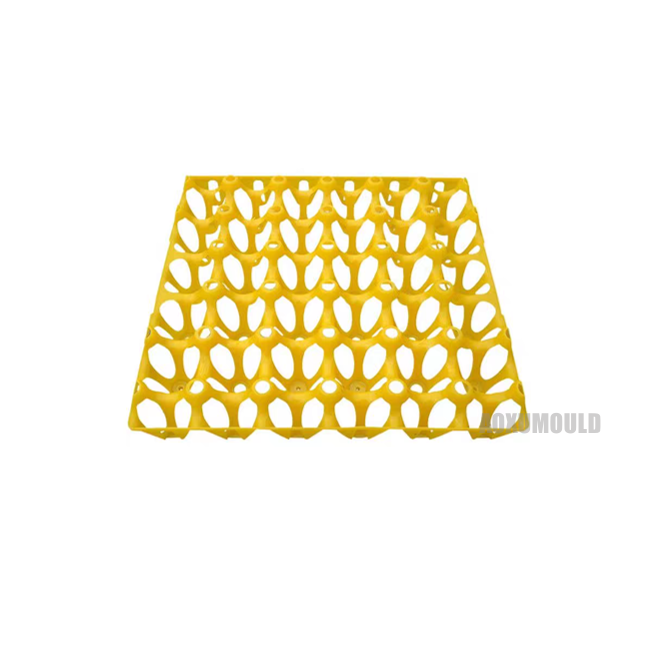
For det andet er udseendet af plastiske ægbakker forskelligartet med lyse farver og nye stilarter, der kan matches med forskellige køkkendekorationer for at øge køkkenets samlede skønhed. Når vi bruger det, kan vi vælge vores yndlingsfarvekombinationer i henhold til personlige præferencer, hvilket tilføjer en følelse af sjov og dekorativ effekt.
Endnu en gang har plastikægbakker visse antislipegenskaber, hvilket gør det vanskeligt for æg at glide af, når de placeres på bakken, undgår ægkollisioner og reducerer skaderhastighederne. Når vi bruger traditionelle metalægbakker, støder vi ofte på situationer, hvor æg glider af, hvilket får dem til at sprænge og øge unødvendigt affald. Plastægbakker har visse anti -glidegenskaber, som effektivt kan beskytte æg, forlænge opbevaringstiden og reducere madaffald.
Endelig er plastikægbakker overkommelige og har en lang levetid, hvilket gør dem til et økonomisk køkkenredskab. Når vi køber køkkenredskaber, overvejer vi normalt prisfaktoren, og plastikæg er billige, omkostningseffektive, har en lang levetid, er ikke let beskadiget og er en meget praktisk husholdningsartikel.
HvordanTo DeafslutteThanTypeAndPudsendingOf InonjektionGspisteFellerPLasticEggTRaySkimmel?

Plastikægbakker er en almindelig husholdningsartikel, der fremstilles ved hjælp af injektionsstøbningsteknologi under produktionsprocessen. Injektionsporten er en meget vigtig del af injektionsstøbning, der direkte påvirker formen kvalitet og proceseffektivitet af produktet. Nedenfor vil jeg analysere detaljeret og placeringer af injektionsstøbningsporte til plastikbakker.
Lad os først se på de typer af injektionsstøbningsporte. For produkter i små størrelser, såsom plastægbakker, er de almindeligt anvendte injektionsstøbningsporttyper punktblokerende port, sideblokeringsport og direkte port. Punktblokeringsport er en type port, der indsprøjter smeltet plast i et formhulrum fra en eller flere sider af et produkt, der er egnet til produkter med relativt flade overflader. Sideblokeringsporten bruges til at injicere smeltet plast i formhulen fra den ene side af formen og er velegnet til situationer, hvor produktoverfladen har ujævne strukturer. Direkte hældningsport bruges til at injicere smeltet plastik direkte i formhulen fra toppen af produktet, der er egnet til produkter med enkle former. Når du vælger typen af injektionsstøbningsport, er det nødvendigt at træffe et rimeligt valg baseret på produktets design og produktionskrav.
Lad os derefter tale om placeringen af injektionsstøbningsporten. For produkter som plastikægbakker er det almindeligt at vælge at indstille porte i kanterne af produktet for at lette indtræden af plast i formhulen og fylde hele produktet. På samme tid kan det også reducere forekomsten af bobler og korte materialer under injektionsprocessen, hvilket sikrer kvaliteten af produktstøbning. Når man vælger injektionsportpositionen, er det nødvendigt at overveje faktorer som udseendekravene til produktet, vanskeligheden ved støbning og efterbehandlingen af porten for i sidste ende at bestemme den mest passende position.
For at forbedre produktets udseende kvalitet og produktionseffektivitet kan der endvidere foretages nogle optimeringer i produktdesign og skimmelsestruktur. For eksempel ved at øge antallet af skimmelhulrum, indstille ejektorstifter eller udstødningssystemer, kan støbningsnøjagtigheden og produktionseffektiviteten af produkter forbedres. På samme tid kan specielle processteknologier såsom varm løberteknologi og lamineret støbning også overvejes for yderligere at forbedre produktets kvalitet og produktionseffektivitet.
Design til produkt &. Skimmel

FremskridtArrangement afPLasticEggTRayInonjektionSkimmel Processing
Forarbejdningsplanen for sprøjtning af plast ægbakke skal følge en systematisk proces kombineret med skimmelproduktionsteknologi og projektmilepæle til planlægning. Følgende er rammen for planlægning af behandlingen af aoxu -form.
1. designfase (5-10 dage)
Kravanalyse: Afklar produktspecifikationer (størrelse, antal huller, demoldende hældning osv.) Og forme levetidskrav.
Skimmelsestrukturdesign: Fuldfør design af 3D -afsked, hældningssystem (punktport eller sideport), kølesystem og ejektormekanisme.
Tegning af output: Generer bearbejdningstegninger, samlingstegninger og elektrodesigntegninger, og bekræft nøgletolerancer (såsom ± 0. 05mm) med kunden.
2. Materialeforberedelse (3-5 dage)
Formbasen Indkøb: Vælg standardformbaser (såsom LKM-standard) baseret på skimmelsestørrelse eller tilpas ikke-standardformbaser.
Stålbestilling: Forarnet stål (såsom P20 eller 718H) vælges til hulrummet/kernen, og materialer med høj hårdhed (såsom H13) bruges til ejektorstiften og skyderen.
Forberedelse af outsourcede dele: Pre Order Hot Runner System og Standard Parts (Springs, Guide Columns osv.).
3. behandlingsstadium (15-25 dage)
Rough bearbejdning: CNC -fræsning af formbasen Referenceoverflade og hulrumskontur, med en reserveret præcisionsbearbejdningsgodtgørelse af 0. 2-0. 3mm.
Varmebehandling: Vakuum -slukning udføres på dele, der kræver høj hårdhed (såsom hårdhed HRC 48-52).
Præcisionsbearbejdning:
Præcisionsfræsning: Fuldfør bearbejdning af hulrumsoverfladen (det anbefales at bruge et værktøj med fem akse).
Elektrisk udladningsmaskiner (EDM): Behandling af områder, som CNC ikke kan håndtere, såsom dybe riller og skarpe hjørner.
Trådskæring: Præcisionshulbehandling såsom ejektorstifthuller og indsæt slots.
Overfladebehandling: Polis hulrummet til spejloverfladen (RA mindre end eller lig med 0. 1 μ m), og udfør nitridering om nødvendigt.
4. forsamling og idriftsættelse (5-7 dage)
Komponentmontering: Installer ejektorsystemet og kølevandskredsløb (kræver en 3MPa -trykprøve).
Formpasningstest: Kontroller pasningen af afskedningsoverfladen (GAP mindre end eller lig med 0. 02mm) og gliderbevægelsens glathed.
Forbehandling: Foretag tom formtestning i formfabrikken og registrer nøgledimensionelle data.
5. Forsøgsstøbning og optimering (3-5 dage)
Første forsøgsstøbning (T1): Kontroller injektionsstøbningsparametre (materialetemperatur, holdetid) og produktdæmningseffekt.
Problemkorrektion:
Juster dybden af udstødningsrillen (normalt 0. 02-0. 03mm).
Optimer layoutet af kølevandssystemet for at reducere cyklustiden.
Fix flash- eller krympningsproblemer (ved at reducere injektionstryk eller ændre portstørrelse).
Preproduktionsforsøgsform (t 2- t3): Fremkald kontinuerligt 100-200 forme for at verificere stabilitet.
Test afPlastik ægbakke form
Pakke &. Levering

Formkomponenter
Formstål

Hot Runner System

Standarddele

FAQ
Kundernes feedback






