



Formspecifikationer
|
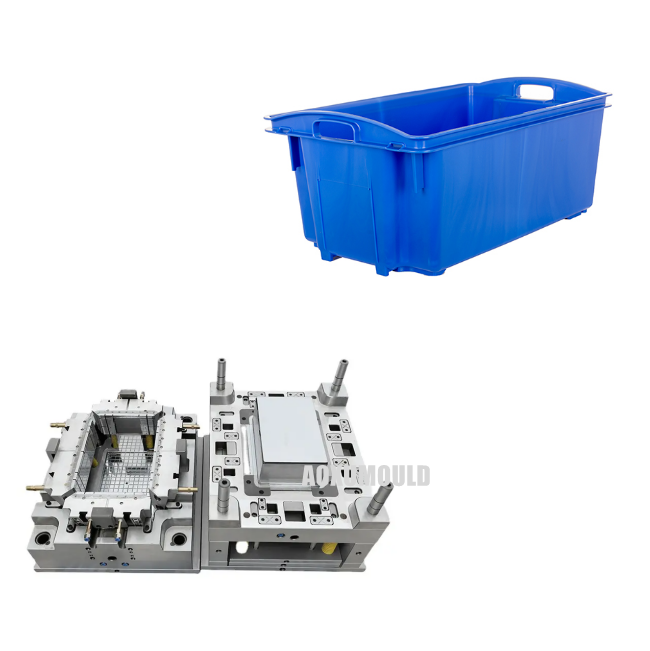
Formnavn |
Plastisk fiskekasseform |
|
Produktmateriale |
HDPE |
|
Produktstørrelse |
711 x 438 x 313 mm |
|
Produktvægt |
3100gram |
|
Produktkapacitet |
55 liter |
|
Formmateriale til hulrum &. Kerne |
P20/718H/2738 |
|
Nos af hulrum |
1 hulrum |
|
Injektionssystem |
Varm løber |
|
Egnet injektionsmaskine |
680T |
|
Formstørrelse |
1250x880x720mm |
|
Formvægt |
6200 kg |
|
Skimmel levetid |
Mere end 500, 000 pc'er |
|
Leveringstid |
45 dage |
Hvordan designes en fiskekasseform?

Det er nødvendigt at overveje mange faktorer, såsom produktstruktur, materielle egenskaber, støbningsproces og forme liv omfattende, når man designer injektionsform af plastkasser. Her er de vigtigste designtrin og overvejelser:
1. Produktstruktur og mugdesignanalyse
Størrelse og vægtykkelse: Kasser er normalt store (såsom fiskekasser, logistikkasser, opbevaringskasser), det er nødvendigt at sikre, at formhulen er tilstrækkelig, vægtykkelsen er ensartet (generelt 2. 5-4 mm), for at undgå krympning eller deformation.
Forstærkning af søjler og funktionel struktur: Når man designer forstærkning af stænger (tykkelse mindre end eller lig med 50% af hovedvæggen tykkelse), stabling af slots, håndtag osv., Er det nødvendigt at overveje frigørelseshældningen (normalt 1-2 grad) og fyldningsproblemer.
Valg af afsked overflade:
Skille langs kassens maksimale profil for at undgå omvendt spænde.
Afskillelinjen er skjult så vidt muligt i den ikke-udseendelsesoverflade (såsom boksen eller kanten af boksen) for at reducere blitzens indvirkning på udseendet.
2. Gating System Design
Gate Type:
Sideport: Velegnet til små og mellemstore kasser, lave omkostninger, men skal manuelt afskære porten.
Latent port: Automatisk dæmning, velegnet til automatiseret produktion.
Multi-point hot løber: Store fiskekasser bruges ofte til at forkorte påfyldningstiden og reducere svejsemærker (såsom symmetrisk limning ved de fire hjørner af kassen).
Flow Channel Balance: Symmetrisk layout bruges til at sikre, at smelten er jævnt fyldt og undgå fordrejning (såsom H-formet flowkanal).
Koldt foder godt: Sæt i slutningen af hovedstrømmen for at forhindre koldt foder i at blokere porten.
3. kølesystemdesign

Følg formen på vandvejen: Arranger afkølingsrør langs beholderens profil, især for dybe hulrum og forstærkede områder (såsom sidevæggene og bunden af beholderen).
Zone Temperaturkontrol: Tykvæggede områder (såsom roden til håndtaget) styrker afkøling for at forhindre ujævn sammentrækning.
Valg af materiale: Kobberlegering eller beryllium kobberindsatser til lokal effektiv afkøling.
4. ejector og ejector -system
Top Rod Layout:
Jævnt fordelt i boksens nederste og sidevægge for at undgå udsprøjtningsdeformation.
Diameteren på ejektorstangen er større end eller lig med φ5mm (φ 8-12 mm for store omsætningsbokse), og antallet bestemmes i henhold til det projicerede område.
Gasassisteret udstødning: Den dybe hulrumsomsætningsboks kan udstyres med en luftventil hjælpeproduktion.
Udgivelseshældning: Indre hældning større end eller lig med 1 grad, ydre væghældning 0. 5-1 grad (PP/HDPE -materiale).
5. Udstødningssystemdesign
Udstødningsrille: Indstil i afskedsoverflade, ejektorhul og indsæt hul, dybde 0. 02-0. 04mm (pp -materiale).
Vakuumudluftning: Ventet stål eller udluftede stålindsatser er tilgængelige for dybe hulrumsområder.
6. Formstruktur og materialevalg
Skimmelmateriale: Pre-hard stål (såsom P20/718H), skabelontykkelse større end eller lig med 300 mm (stor skimmel).
Hulrum/kerne: Høj hårdhedsmateriale (f.eks. S136, NAK8 0), overfladepoleret til RA0,2 um eller mindre.
Vejledning og formlåsning: Tilføj konisk positioneringsblok og skrå guide -kolonne for at sikre, at formelukningsnøjagtigheden.
7. Test og optimering
Procesparametre: Trininjektion (først langsomt og derefter hurtigt), langvarigt trykholdningstid (kompensation for krympning).
Problemløsning:
Krympning: Forøg holdtrykket, eller juster portpositionen.
Svejsemærker: Optimer antallet af porte eller øg smeltetemperaturen.
Deformation: Juster køling af vandvej eller tilsæt supportkolonne.
Hvilken type stål til form for plastfiskkasse?
Valget af stål til plastfiskkasseformen bør omfattende overveje de faktorer, såsom skimmelliv, behandling af ydeevne, korrosionsbestandighed, poleringskrav og omkostninger. Følgende er et resumé af almindeligt anvendte stål og deres påføringsscenarier:

1. Pre-hærdede stål (forudhærdet die stål)
- Typiske kvaliteter: P20 (3CR2MO), 718H (modificeret P20), NAK80 (TATSU, Japan)
- Funktioner:
-P20: Hårdhed HRC 30-35, let behandling, lave omkostninger, egnet til lille og mellemstor batchproduktion.
{{0.
-NAK80: PRE-HARD STATE (HRC 37-43), fremragende spejlpoleringspræstation, egnet til høje overfladekrav (såsom gennemsigtige fiskekasser).
-Applikationsscenarie: Almindelig plastisk fiskekasse (PP/PE-materiale), ingen yderligere varmebehandling, der er egnet til små og mellemstore forme.
2. Korrosionsbestandigt rustfrit stål
- Typisk klasse: 420 (4CR13), S136 (ASSAB), HPM38 (Hitachi)
- Funktioner:
- 420: god korrosionsmodstand, hårdhed HRC 48-52 (varmebehandling krævet), egnet til fugtige eller salt miljøer (såsom akvatiske forarbejdningsanlæg).
- S136: Rustfrit stål med høj renhed, fremragende korrosionsbestandighed, fremragende poleringspræstation, egnet til langvarig kontakt med vandforme.
- Applikationsscenarie: Fiskkasseform med høj luftfugtighed, kontakt med havvand eller hyppig rengøring.
3. Høj slidbestandigt varmt arbejde stål
- Typisk klasse: H13 (4CR5MOSIV1)
- Funktioner:
- Høj temperaturresistens (over 500 grader), fremragende slidstyrke, velegnet til højhastighedsinjektionsstøbning eller hyppige opvarmnings-/afkølingsforme.
- Brug for varmebehandling (hårdhed HRC 45-50), høje omkostninger.
- Applikationsscenarie: masseproduktion eller indeholdende glasfiberforstærket plast (såsom forstærket PP -fiskekasse).
4. økonomisk kulstofstål
- Typisk klasse: 45# Steel, S50c
- Funktioner:
-Lowest omkostninger, men dårlig slid og korrosionsbestandighed, der kræver overfladebehandling (såsom krombelægning, nitriding).
- Velegnet til lille batchforsøgsproduktion eller lav præcisionsform.
- Anvendelige scenarier: midlertidige forme eller lavbudgetscenarier.
Forslag til materialeudvælgelsesforslag
1. Almindelig fiskekasse (PP/PE, lille og medium batch): P20 eller 718H foretrækkes under hensyntagen til omkostninger og liv.
2. Høj korrosionsbestandighed: Vælg 420 eller S136 rustfrit stål for at undgå rust, der påvirker formenes levetid.
3. Høj overfladefinish: NAK80 eller S136, for at sikre, at fiskeboksens udseende er fejlfri.
4. stor batchproduktion: H13 eller høj hårdhedsværktøjsstål (såsom D2), forbedrer slidstyrke.
5. Produktion med lav omkostning: 45# ståloverfladebehandling.
- Kølesystemdesign: Ståltermisk ledningsevne påvirker injektionseffektivitet, H13 og kobberlegeringsindsatser optimerer afkøling.
-Koulde størrelse: Forme i stor størrelse skal vælge stål med god hærdbarhed (såsom 718H) for at undgå deformation af varmebehandling.
-Forarbejdningsteknologi: Pre-hard stål kan behandles direkte, og andet stål skal reserverer varmebehandlingsgodtgørelse.
Det anbefales at gennemføre en dybdegående kommunikation med skimmelseleverandører i henhold til faktiske produktionsbehov (output, plasttype, miljøforhold) og gennemføre om nødvendigt stålpræstationstest.
HvordanTo EnsureThanForm med lang levetid?
For at sikre liv i injektionsform er det nødvendigt at udføre omfattende styring fra design, fremstilling, brug, vedligeholdelse og andre links. Her er nogle nøgleforanstaltninger:
1. valg af formmateriale
- Die stål af høj kvalitet: Vælg Die-stål med høj slidstyrke, høj sejhed og korrosionsbestandighed i henhold til produktkrav (såsom H13, S136, NAK80, P20 osv.).
- Materiel matchning: I betragtning af egenskaberne ved injektionsmaterialer (såsom plastforme, der indeholder glasfibre, der er lette at bære), skal du vælge formstål med højere hårdhed eller bedre overfladebehandling.
2. rimeligt skimmelsign
- Strukturel optimering: Undgå skarpe hjørner eller tynd vægdesign for at reducere stresskoncentrationen; Rationel design af Demoulding -hældning for at reducere dæmningsmodstanden.
- Kølesystem: ensartet kølekanallayout for at undgå lokal overophedning, hvilket resulterer i termisk træthed eller deformation.
- Flowkanal og udstødningsdesign: Reducer flowmodstanden for smeltet plast, indstil udstødningstanken med rimelighed for at undgå fanget gas eller forbrænding.
- Skilleoverflade og matchende nøjagtighed: For at sikre, at afskedningsoverfladen er glat, skimmel, fingerbøl og andre dele af koordinationsgabet er rimelig, skal du reducere slid.
3. Precision Manufacturing Process
- Varmebehandlingsproces: Gennem slukning, temperering og andre processer for at forbedre formenes hårdhed og sejhed.
-Surface -behandling: Nitriding, Chrome -plettering, PVD -belægning (såsom tin, Tialn) og andre teknologier for at forbedre overfladehårdhed og korrosionsbestandighed.
- Bearbejdningsnøjagtighed: Sørg for den dimensionelle nøjagtighed og finish af formernes dele (såsom spejlpolering), reducer friktion og forme klæber risiko.
4. Standarddrift
- Injektionsstøbningsparameteroptimering:
- Temperaturkontrol: Indstil cylindertemperaturen og formtemperaturen med rimelighed for at undgå termisk stress forårsaget af for høj eller for lav.
- Tryk og hastighed: Reducer injektionstryk og hastighed for at reducere muggenstandens belastning.
-Pressholdning og køletid: Indstil trykketid med rimelighed for at undgå overfyldning; Sørg for tilstrækkelig afkøling, inden du åbner formen.
-Avoid Overbelastning: Overbelastningsproduktion er forbudt (såsom at overskride klemkraften eller injektionsvolumengrænsen).

5. Regelmæssig vedligeholdelse og vedligeholdelse
- Rengøring og rustforebyggelse:
- Ryd resterende plast og olie efter hver produktion for at undgå korrosion.
-Påfør anti-rostolie under langvarig misbrug, og hold forseglet.
- Smøringshåndtering: Tilsæt regelmæssigt fedtfedt med høj temperatur til bevægelige dele såsom fingerbøl, glide og guidepost.
- Kontroller og reparation:
- Kontroller regelmæssigt skimmeloverfladeslitage, revner eller rust, reparation af små skader i tide.
- Udskiftning eller renovering af stærkt slidte dele såsom fingerbøl og indsatser.
6. Produktionsmiljøkontrol
- Temperatur og fugtighedsstyring: Undgå skimmelrust i fugtigt miljø.
- Ren råmaterialer: Sørg for, at plastiske råvarer er fri for urenheder (såsom metalpartikler, støv) for at forhindre, at formen skraber.
- Driftsspecifikationer: Togoperatører til at bruge forme korrekt for at undgå voldelig dæmning eller kollision.
7. Formeovervågning og livsstyring
- Antal brugsregistre: Statistiske støbetider, forudsiger livscyklus.
- Regelmæssig inspektion: Brug ultralyd, mikroskop og andre værktøjer til at detektere interne revner eller træthed.
-Spare Parts Management: Forbered iført dele (f.eks. Indsatser, fingerbøl) på forhånd for at forkorte nedetid på vedligeholdelse.
8. Håndter specielle situationer
- Meget ætsende materialer: Brug korrosionsbestandigt stål (såsom S316) eller tilsæt overfladebelægning.
- Materiale med højt glasfiber: Brug af stål med højere hårdhed, og styrk overfladebehandlingen (såsom hård belægning).
Kernen i at udvide levetiden for injektionsforme er:
✅ Høj kvalitetsmateriale + videnskabeligt design
✅ Precision Manufacturing + Standard brug
✅Regular vedligeholdelse + Forebyggende styring
Gennem systematisk livscyklusstyring kan skimmellivet forbedres markant, og produktionsomkostningerne reduceres.
Formkomponenter
Formstål

Hot Runner System

Standarddele

HvordanTo CHooseA SuitableInonjektionMOldingMAchineFellerThanFiskekasse MouLd?

Valg af den rigtige injektionsstøbemaskine til kasseformen kræver en omfattende evaluering af skimmelstørrelse, produktmaterialer, produktionseffektivitet og udstyrsydelse. Her er de vigtigste trin, og hvordan man vælger parametre:
1. Beregning af kerneparametre
(1) Klemme kraft
Formlåsekraft er den primære parameter for valg af injektionsstøbemaskine, der skal dække smeltetrykket på formen på afskedningsoverfladen:
Klemstyrke (tons)=projiceret område (cm²) \ gange materialetryk (MPa) \ div 1000 \]
- Projekteret område: Det maksimale horisontale projicerede område (længde × bredde) af omsætningsboksen + området for hældningssystemet.
-Materialtryk: I henhold til materialevalget (PP/HDPE tager normalt 30-50 MPA, dybt hulrum eller tynd væg tager den øvre grænse).
Eksempler:
Kassens størrelse er 500 × 400 mm, og området for hældningssystemet er ca. 10%
Projekteret område=(50 cm × 40 cm) × 1. 1=2200 cm²
Klemme kraft=2200 × 50/1000=110 tons (har brug for at vælge større end eller lig med 120 ton modeller)
(2) skudt vægt
Det teoretiske injektionsvolumen af injektionsstøbemaskinen skal dække den samlede vægt af "produkt + løber": injektionsvolumen (g) større end eller lig med produktvægten \ gange 1,5 \ \
Materialetæthed: pp ca. {{0}}. 91g/cm³, HDPE ca. 0,95 g/cm³.
- Sikkerhedsfaktor: generelt 1. 5-2. 0, for at undgå injektionsvolumen på mere end 80% af maskinens kapacitet.
Eksempler:
Omsætningsboks nettovægt 1500g, løbervægt 200 g, total vægt 1700g
Teoretisk injektionsvolumen større end eller lig med 1700 × 1. 5=2550 g (har brug for at vælge injektionsvolumen større end eller lig med 3000 g model)
(3) Skruediameter og slagtilfælde
- Skruediameter: Påvirkning af plastificeringshastighed og tryk er skruen stor diameter velegnet til tykke vægprodukter (omsætningsfeltet, der ofte bruges φ 60-90 mm).
- Injektionsslag: For at imødekomme smeltefyldningsmængden, slagtilfælde større end eller lig med 4 gange tykkelsen af produktet (dybt hulrum omsætningsboks har brug for længere slagtilfælde).
2. form og udstyr, der matcher
(1) Skabelonstørrelse og modul
- Skabelonstørrelse: Injektionsstøbemaskine Skabelon skal være i stand til at installere skimmel (længde × bredde mindre end eller lig med skabelonstørrelse).
- Skimmelstykkelse: Skimmelafslutningshøjde skal være inden for minimum - Maksimal formstykkelsesområde for injektionsstøbemaskinen.
Typisk størrelse af omsætningsboksform:
Skabelonkrav: 800 × 600 mm (lille) til 1500 × 1200 mm (stor)
Skimmelsykkelse: 400-800 mm (skal matche formen med injektionsstøbemaskine)
(2) Skimmelsesåbningsrejse og udkast til plads
- Skimmelåbningsslaget: Det skal være større end højden af omsætningsboksen × 2 + Sikkerhedsafstand (50-100 mm).
For eksempel: omsætningsboks højde 300 mm → åbningsslag større end eller lig med 300 × 2 + 50=650 mm.
- Udsprøjtning af slagtilfælde: Sørg for, at ejektorstangen fuldt ud kan skubbe ud af produktet (dybe omsætningsboks for hulrum skal være større end eller lig med 100 mm).
3. Andre nøglefaktorer
(1) Materialeegenskaber passer
-Barrel Temperatur: PP -behandlingstemperatur er omkring 200-280 grad, HDPE er omkring 180-260 grad, det er nødvendigt at sikre temperaturkontrolnøjagtigheden af injektionsstøbemaskinen.
- Skruekomprimeringsforhold: PP/HDPE anbefalet komprimeringsforhold 2. 5-3. 0 (universel skrue kan være).
(2) Optimering af produktionscyklus
- Injektionshastighed: Store omsætninger kræver høj injektionshastighed (større end eller lig med 80% fuld brandhastighed) for at reducere fyldningstiden.
-Energikrav: Servo-motor eller all-motorisk injektionsstøbningsmaskine kan reducere energiforbruget (egnet til masseproduktion).
(3) Særlige funktionelle krav
- Injektion af flere faser: Supportsegmenteret kontrol med fyldning og trykopbevaring for at forbedre krympningen i tykke vægområder.
-Core Trækfunktion: Hvis omsætningsfeltet har sidehuller eller omvendt spænde, skal du vælge modellen med hydraulisk cylinder.
4. udvælgelsesproces
A. Beregn mode-locking kraft og injektionsvolumen (kerneparameter screening).
B. Kontroller forminstallationsstørrelsen (skabelon, formtykkelse, skimmelsslag).
C. Matchende materialeproceskrav (tønde temperatur, skruetype).
E. Evaluering af yderligere funktioner (automatiseringsgrænseflade, energibesparende konfiguration).
F. Bekræftelsesudstyrsmærke og stabilitet (Haitian, Zhenxiong, Engel og andre mærker prisforskel).
5. Typisk modelanbefaling (tag PP -omsætningen som eksempel)
| Omsætningsboksstørrelse|Formlåsekraft|injektionsmængde|Anbefalet model |
| 300 × 200 × 150 mm|60-80 tons|800-1200 g|Haitian MA1600/II |
| 500 × 400 × 300mm|120-150 tons|2500-3500 g|Zhenxiong Jm128mk-iii |
| 800 × 600 × 400mm|300-400 tons|6000-8000 g|Engel Victory 370 |
- Faktisk testtilstandsverifikation: Efter teoretisk beregning skal parametre justeres gennem testtilstand (såsom at reducere klemkraften kan opnås ved at optimere portdesignet).
- Reserveret opgraderingsrum: Vælg lidt større modeller for at tilpasse sig fremtidige skimmelændringer.
- Energiforbrug og vedligeholdelsesomkostninger: Fuld motorinjektionsstøbningsmaskine har høj præcision, men dyre pris, hydraulisk presse er mere omkostningseffektiv.
Gennem ovennævnte metode kan den sikre effektiv matchning af injektionsstøbemaskine og omsætningsboksform, mens den tager højde for produktionseffektivitet og omkostningskontrol.
Pakke &. Levering

Kundernes feedback






