



Formspecifikationer
|
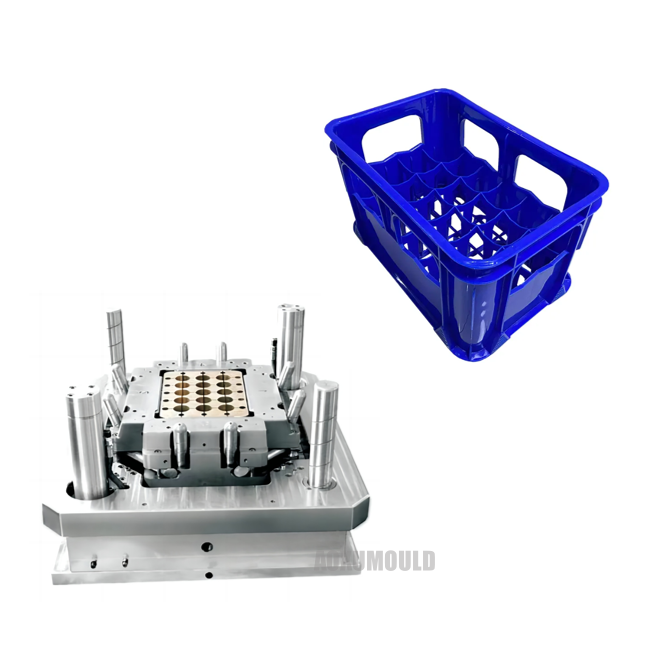
Formnavn |
Plast ølkasseform |
|
Produktmateriale |
HDPE |
|
Produktstørrelse |
348x260x315mm |
| Produktvægt | 1,32 kg |
|
Formmateriale til hulrum &. Kerne |
P20/718H/H13/2738 |
|
Nos af hulrum |
1 hulrum |
|
Injektionssystem |
Hot Runner Open Gates |
|
Egnet injektionsmaskine |
450T |
|
Formstørrelse |
680x510x620mm |
|
Skimmel levetid |
Mere end 500, 000 pc'er |
|
Leveringstid |
50 dage |
BerylliumBRonzeIs UsedFellerCoolingAt PArtingSUrface afPLasticBEerKasseform

PLASTISK ølboksforme er nøgleværktøjer til fremstilling af ølbokse og er afgørende for at sikre produktionseffektivitet og kvalitet. Når man fremstiller plast ølboksforme, er kølesystemet en meget vigtig del, og at bruge beryllium bronze som kølemateriale på afskedningsoverfladen kan give mange fordele.
Beryllium bronze har fremragende termisk ledningsevne, som hurtigt og effektivt kan overføre varmen på overfladen af formen til kølevandet, hvilket effektivt reducerer formenes temperatur, accelererer produktionshastigheden og forlænger formenes levetid. Denne effektive kølemetode kan reducere deformation og slid af ølboksforme under produktionsprocessen, hvilket sikrer stabiliteten og kvaliteten af produktionen.
2. Beryllium bronze er et slidbestandigt materiale, der effektivt kan forhindre slid og skade på overfladen af forme, udvide formenes levetid og reducere vedligeholdelsesomkostninger. Brug af Beryllium -bronze som kølemateriale på skilleoverfladen kan sikre glatheden og præcisionen af formoverfladen, hvilket gør produktionen af plastølbokse glattere og mere effektiv.
Beryllium bronze har også fremragende korrosionsbestandighed, der er i stand til at modstå korrosion af kemiske væsker, såsom syrer og alkalier, hvilket sikrer den langsigtede stabile drift af forme. Dette er især vigtigt for forme af plastølboks, da de ofte kommer i kontakt med forskellige kemiske opløsninger og flydende råvarer under produktionsprocessen.
4. Brug af Beryllium -bronze som afkølingsmateriale på skilleoverfladen i plastølboksforme kan forbedre produktionseffektiviteten, sikre produktkvalitet, forlænge formenes levetid og reducere vedligeholdelsesomkostninger.
Design til produkt &. Skimmel

HvorforIS HDPECHosenFellerPLasticBEerKasse?
HDPE er forkortelse af polyethylen med høj densitet, og det er et meget almindeligt plastmateriale. Der er mange fordele ved at vælge HDPE -materiale, når man laver ølkasse.
Først og fremmest er HDPE en relativt stærk og holdbar plast. Dette betyder, at ølkassen, der er lavet af HDPE, kan modstå langvarig brug og gentagen håndtering. Dette er af stor betydning for ølproducenter og distributører, da de er nødt til at sikre produkternes sikkerhed og integritet under transport.
For det andet er HDPE et relativt let plastmateriale. Sammenlignet med metal eller andre tunge materialer er kassen lavet af HDPE lettere under håndtering, hvilket reducerer arbejdstagernes arbejdintensitet og hjælper med at forbedre effektiviteten og spare omkostninger.
Derudover er HDPE et økonomisk materiale. Sammenlignet med nogle andre plast af høj kvalitet er produktionsomkostningerne for HDPE relativt lave, hvilket gør ølkassen lavet af HDPE moderat pris, hvilket gør det til et økonomisk valg for producenterne.
Derudover er HDPE et genanvendeligt plastmateriale. I dag, med den kontinuerlige forbedring af miljøbevidsthed, er bæredygtig udvikling blevet fokus for folks opmærksomhed. At vælge at bruge genanvendeligt HDPE -materiale til at fremstille ølkasse kan reducere påvirkningen på miljøet og imødekomme miljøbeskyttelseskrav.
HvordanTo OptimizeThanEXhaustSystem afPLasticBEerKasse Skimmel?
I produktionsprocessen med plastølkasseformer vil design og optimering af udstødningssystemet direkte påvirke produktkvaliteten og produktionseffektiviteten. Et godt udstødningssystem kan effektivt fjerne luft og gas, forhindre dannelse af defekter såsom bobler og korte bursts og sikre produktets overfladefinish og styrke.
For at optimere udstødningssystemet i plast ølkasseformen kan vi tage følgende mål:
1. Design En rimelig udstødningskanal: I formdesignstadiet skal produktstrukturen og størrelsen overvejes fuldt ud, og udstødningskanalen skal med rimelighed være designet til at sikre, at luft og gas kan udledes glat, når plastmaterialer udfyldes. Udstødningskanalen skal være så kort og lige som muligt og undgå døde hjørner og materielle akkumuleringsområder for at sikre glat udstødning.
2. Forøg antallet af udstødningsporte: At øge antallet af udstødningsporte på formen kan forbedre udstødningseffektiviteten og forhindre luft i at blive fanget i formen. Udstødningsporte skal være jævnt fordelt og dække hele overfladen af formen for at forhindre dannelse af bobler og korte injektioner i produktets højtryksområde.
3. Juster udstødningsportens placering: I henhold til produktets specifikke form og strukturelle træk skal du justere udstødningsportens placering. Udstødningsporte indstilles normalt i den fjerneste ende og den tykeste del af produktet for at sikre, at luften kan udledes glat.
4. Brug udstødningsnål eller pneumatiske udstødningssystemer: Ved at indstille udstødning nåle på overfladen af formen eller inde i formhulen og ved hjælp af trykluft eller vakuumsystemer til at hjælpe med udstødning, kan udstødningseffektiviteten forbedres, og dannelsen af bobler og korte injektioner kan undgås.
5. Regelmæssigt rengør og vedligehold udstødningssystemet: Regelmæssigt rent og vedligehold udstødningssystemet, fjern akkumulerede materialer og urenheder fra udstødningsporte og kanaler, sikrer glat udstødning og undgår blokeringer, der kan forårsage dårlig udstødning.
FørDEformationTgenopretning afPLasticBEerKasse InonjektionSkimmel
Formning af plastisk ølkasseinjektion skal gennemgå behandling før deformation (også kendt som omvendt kompensationsdesign), hovedsageligt for at modvirke den irreversible krympning og deformation af plast forårsaget af materielle egenskaber, procesbetingelser osv. Under injektionsformning og afkøling, hvilket sikrer dimensionel nøjagtighed, strukturel styrke og levetid for det slutprodukt.
1. De iboende defekter ved plaststøbning skal kompenseres
1.1 Materielle krympningsegenskaber
Plast (såsom HDPE, PP) gennemgår volumen krympning, når den smeltes og afkøles (typisk krympningshastighed 1,5% til 4%).
Anisotropisk krympning: Krympningshastigheder i strømningsretningen og den lodrette retning adskiller sig markant (for eksempel krymper HDPE med 1,5% i strømningsretningen og 3% i den lodrette retning), hvilket resulterer i fordrejning af deformation.
1.2 Ujævn afkøling
Forskellene i afkølingshastigheder i forskellige områder af formen kan forårsage termisk stresskoncentration. For eksempel afkøles kanterne på plastølskassen hurtigt, mens midten afkøles langsomt, hvilket resulterer i konkav eller konveks deformation.
1.3 Molekylær orientering og resterende stress
Når smelte flyder, er molekylkæderne arrangeret langs strømningsretningen. Efter afkøling dannes intern stress. Det kan frigøres efter langtidsopbevaring eller under kraft, hvilket resulterer i dimensionelle ændringer.
2. ølens funktionelle kravkasseKør pre-deformation
2.1 Høj dimensionel nøjagtighed er påkrævet
Ølkassen skal koordineres nøjagtigt med påfyldningslinjen og transportpaller. Hvis den dimensionelle afvigelse overstiger ± 0. 5mm, kan det føre til problemer som flaske fastklemning og ustabil stabling.
2.2 Krav til belastningsintensitet
Hver sag skal bære 24 til 36 flasker øl (med en samlet vægt på 15 til 25 kg). Hvis der opstår stresskoncentration på grund af deformation, er det tilbøjeligt til at revne på svage punkter.
2.3 Genvindingskrav
Den plastiske ølkasse skal modstå mere end 200 gange belastning, losning og rengøring. Pre-deformationsbehandling kan forhindre irreversibel deformation forårsaget af langvarig stressafslapning.
Try-out afPlast ølkasseform
Formkomponenter
Formstål

Hot Runner System

Standarddele

Pakke &. Levering

FAQ
>1. Hvad er plastølkasseformen?
Det er et værktøj, der bruges til at producere plastdele ved at injicere plast i formhulen.
>2. Hvilke materialer bruges til at fremstille plastisk ølkasseform?
De mest almindelige materialer, der bruges til at fremstille injektionsforme, er stål af høj kvalitet, såsom P20, 718, 2738 osv.
>3. Hvad er processen med at fremstille en plastisk ølkasseform?
Processen med at fremstille en form inkluderer designteknik, maskinprogrammering, værktøjsfremstilling, formtest og validering.
>4. Kan forme tilpasses til specifikke produktkrav?
Ja, forme kan tilpasses til specifikke produktkrav afhængigt af projektets design og specifikationer.
>5. Hvad er nogle faktorer, man skal overveje, når vi fremstiller vores plastforme?
Nogle faktorer, der skal overvejes, når man fremstiller plastforme, inkluderer produktdesign, valg af plastmateriale, valg af formmateriale, injektionsstøbemaskine kapacitet, køletid og formevedligeholdelseskrav.
>6. Hvor lang tid tager det at lave et sæt skimmel?
Den tid det tager at fremstille skimmel kan variere afhængigt af formens kompleksitet og størrelse.
Imidlertid tager det normalt mellem 6 og 8 uger.
>7. Hvad kan der gøres for at sikre formkvaliteten?
For at sikre skimmelsvalitet, korrekt design og teknik, materialer af høj kvalitet og strenge kvalitetskontrol bør anvendes under hele processen med at fremstille formen.
>8. Hvor længe kan en form vare?
En form for en form kan variere afhængigt af kvaliteten af formen, vedligeholdelsespraksis og driftsbetingelser. En velholdt form kan vare i hundreder af tusinder af cykler.
>9. Hvad er fordelene ved at fremstille forme plastikinjektion?
Nogle fordele ved at fremstille plastforme inkluderer hurtigere produktionstider, lavere omkostninger pr. Enhed, høj nøjagtighed og evnen til at producere komplekse former og design.
>10. Kan vores plast ølkasseforme repareres og vedligeholdes?
Ja, det kan repareres og vedligeholdes for at udvide deres levetid. Regelmæssig vedligeholdelse kan forhindre sammenbrud og sikre ensartet kvalitet.
Kundernes feedback






