



Formspecifikationer
|
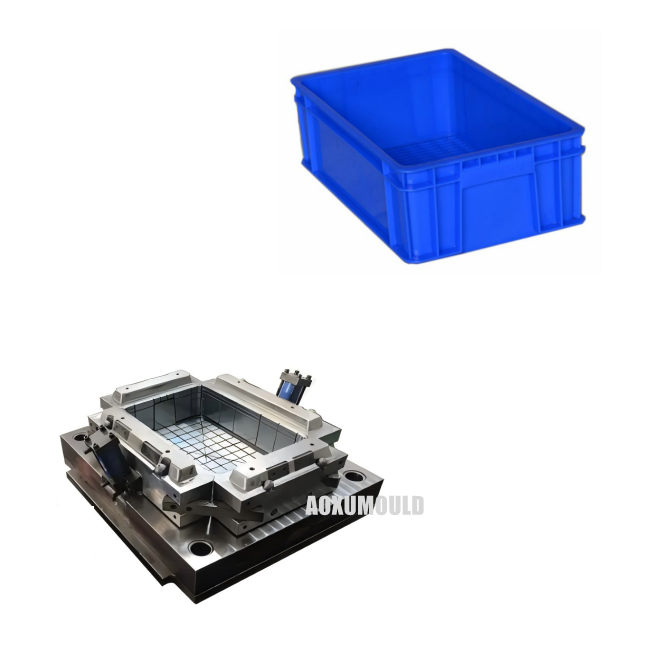
Skimmelsvamp navn |
Industriel kasseform i plast |
|
Produktmateriale |
HDPE/PP |
|
Produktstørrelse |
400X300X200mm |
|
Formmateriale til hulrum &. Kerne |
P20/718/H13 |
|
NO'er af hulrum |
1 hulrum |
|
Indsprøjtningssystem |
Varm løber |
|
Egnet indsprøjtningsmaskine |
450T |
|
Form størrelse |
850x7280x550 mm |
|
Skimmelvægt |
2600 kg |
|
Formens levetid |
mere end 500,000stk |
|
Leveringstid |
55 dage |
Hvad er industrielle plastkasser?

En industriel plastkasse er en type beholder lavet af plastmaterialer, der er designet til brug i industrielle omgivelser.
1. Karakteristika:
- Holdbar: Den er bygget til at modstå belastningen i industrielle miljøer, såsom at være modstandsdygtig over for stød, slid og kemikalier. Denne holdbarhed sikrer, at den kan klare tunge belastninger og hyppig brug uden let at gå i stykker eller deformeres.
-Stabelbare: Industrielle plastkasser er ofte designet til at kunne stables, hvilket giver mulighed for effektiv opbevaring og transport. De kan stables oven på hinanden, når de er tomme eller fyldte, hvilket maksimerer lodret plads i lagerbygninger eller under forsendelse.
-Genanvendelige: De kan genbruges, reducerer spild og giver en omkostningseffektiv løsning til transport og opbevaring af varer på lang sigt.
2. Bruger:
-Opbevaring: De bruges til at opbevare en bred vifte af industrielle produkter, herunder dele, værktøjer og råmaterialer. Deres ensartede størrelse og form gør dem nemme at organisere på hylder eller i opbevaringsreoler.
-Transport: De bruges til at transportere varer inden for en fabrik eller mellem forskellige lokationer. De kan nemt flyttes med gaffeltrucks, palledonkrafte eller transportsystemer, hvilket letter materialestrømmen i forsyningskæden.
Hvad's Størrelsen af plastiske industrikasser?
Industrielle plastkasser kommer i en bred vifte af størrelser.
Almindelige små kasser kan have ydre dimensioner på omkring 30 - 40 centimeter i længden, 20 - 30 centimeter i bredden og 15 - 20 centimeter i højden. Disse er velegnede til opbevaring af mindre dele eller værktøj.
Mellemstore kasser kan være ca. 40 - 60 centimeter i længden, 30 - 40 centimeter i bredden og 20 - 30 centimeter i højden og bruges ofte til emner som mellemstore maskinkomponenter.
Store industrielle plastkasser kan have længder på 60 - 120 centimeter eller mere, bredder på 40 - 80 centimeter og højder på 30 - 60 centimeter. De kan rumme omfangsrige genstande såsom store industriudstyrsdele eller store mængder af mindre genstande.
Det er vigtigt at bemærke, at disse kun er generelle intervaller, og den faktiske størrelse afhænger af branchens specifikke krav og de varer, der skal opbevares eller transporteres.
Hvordan laver man en kvalitetsindsprøjtning til industriel kasse?

Her er trinene til at lave en højkvalitets industriel kassesprøjtestøbeform:
1. Design
• Forstå kravene: Analyser grundigt designet af den industrielle kasse, herunder dens størrelse, form, belastningsevne og eventuelle specielle funktioner som stableflig eller drænhuller. Overvej den type plast, der skal bruges, og dens egenskaber såsom krympningshastighed.
• 3D-modellering: Brug avanceret CAD-software (Computer - Aided Design) til at skabe en detaljeret 3D-model af formen. Dette hjælper med at visualisere formstrukturen, placeringen af porte (hvor plasten kommer ind i formhulrummet), kølekanaler og ejektorstifter.
2. Materialevalg
• Formbundsmateriale: Vælg højkvalitetsstål til formbunden. Forhærdede stål eller værktøjsstål med god hårdhed, slidstyrke og sejhed anvendes ofte. For eksempel er P20 stål et populært valg på grund af dets gode bearbejdningsegenskaber og modstandsdygtighed over for slid under indsprøjtningsprocessen.
• Hulrum og kernemateriale: Vælg materialer, der kan modstå højtryksindsprøjtning af plastik og gentagen brug. Nogle legeringer med høj temperaturbestandighed og fremragende overfladefinishegenskaber foretrækkes for at sikre en glat overflade på kassen.
3. Fremstillingsproces
• Fræsning og bearbejdning: Brug præcisionsbearbejdningsværktøjer såsom CNC-fræsemaskiner (Computer Numerical Control) til at skære formhulrum og -kerner i henhold til 3D-modellens design. Bearbejdningsnøjagtigheden er afgørende for at sikre, at de forskellige dele af formen passer præcist sammen.
• EDM (Electrical Discharge Machining): Til komplekse former eller fine detaljer, som er svære at opnå gennem fræsning, kan EDM anvendes. Den bruger elektriske udladninger til at erodere materialet og skabe den ønskede form.
• Overfladebehandling: Påfør passende overfladebehandlinger på formen. For eksempel kan polering af hulrumsoverfladen til en højglans finish forbedre overfladekvaliteten af plastkassen og gøre det lettere at frigøre delen fra formen. Teksturering kan også udføres, hvis der kræves et specifikt overflademønster på kassen.
4. Design af kølesystem
• Effektive kølekanaler: Design et effektivt kølesystem med kølekanaler, der er jævnt fordelt rundt i støbeformens hulrum. Dette hjælper med at kontrollere plastens afkølingshastighed, reducere cyklustider og forhindre vridning af kassen på grund af ujævn afkøling. Diameteren og layoutet af kølekanalerne skal planlægges omhyggeligt.
5. Kvalitetskontrol
• Dimensionsinspektion: Brug præcisionsmåleværktøjer såsom koordinat-målemaskiner (CMM) til at kontrollere dimensionerne af formdelene i forhold til designspecifikationerne. Eventuelle afvigelser skal korrigeres for at sikre den korrekte pasform og funktion af formen.
• Prøvekørsler: Udfør prøveindsprøjtningskørsler ved hjælp af formen for at kontrollere for eventuelle defekter i plastikkassen, såsom korte skud (ufuldstændig fyldning), flash (overskydende plastik) eller synkemærker. Baseret på resultaterne af prøvekørslerne, foretag justeringer af formen, såsom ændring af portdesignet eller justering af injektionsparametrene.
Hvad er ledetiden for fremstilling af en industriel kassesprøjtestøbe?
Leveringstiden for fremstilling af industrielle kassesprøjtestøbeforme er normalt omkring 45 til 60 dage, og følgende er den nødvendige tid for hvert trin:
1.Designfase
• Produktanalyse og skemadesign: Det tager omkring 3 til 7 dage at udføre detaljeret analyse af kassespecifikationer, strukturelle egenskaber og kunders særlige behov og udvikle foreløbige designskemaer.
• 3D-modellering og -tegning: Det tager normalt 5 til 10 dage at skabe nøjagtige 3D-modeller og tegne detaljerede 2D-tegninger ved hjælp af professionel CAD-software til efterfølgende fremstilling.
2. Materialekøbsfase
• Anskaffelse af støbestål: tager normalt omkring 3 til 7 dage, i henhold til formdesignkravene at købe egnet stål, hvis mødet med specialstål skal tilpasses, eller leverandører er udsolgt, kan tiden forlænges til 10 til 15 dage .
• Anskaffelse af tilbehør: Det tager 3 til 5 dage at købe standardtilbehør såsom fingerbøl, skydere, lågedæksler osv., og 7 til 10 dage eller endnu længere at tilpasse specialtilbehør.
3. Fremstillingsstadiet
• Skrubbebearbejdning: Brugen af CNC-fræser og andet udstyr til at skrubbe støbeemnet, fjerne det meste af marginen, tager normalt omkring 7 til 10 dage.
• Finishing: inklusive semi-finishing og finish, finbearbejdning af nøgledele såsom formhulrum og kerne for at sikre dimensionsnøjagtighed og overfladekvalitet, hvilket tager omkring 10 til 15 dage.
• EDM: For komplekse former eller fine strukturer tager det omkring 3 til 5 dage at opnå specifik formbehandling gennem EDM-udledningskorrosionsmaterialer.
• Overfladebehandling: Polering, nitrering, forkromning og anden overfladebehandling for at forbedre formoverfladens hårdhed, slidstyrke og korrosionsbestandighed, tager omkring 3 til 7 dage.
4. Kvalitetsinspektion og fejlfindingsfase
• Kvalitetsinspektion: Brugen af CMM og andet udstyr til at udføre en omfattende inspektion af formen for at sikre, at dimensionsnøjagtigheden og form- og positionstolerancen opfylder kravene, hvilket tager omkring 3 til 5 dage.
• Formtest og fejlretning: Udfør 2 til 3 formtest, og juster og optimer formen i henhold til plastdelenes tilstand efter hver test, hvilket tager omkring 7 til 10 dage.
Hvad er de almindelige fejl i industrielle kasseforme og løsninger for at undgå dem?
Her er nogle almindelige defekter i industrielle kasseforme og måder at undgå dem på:
1. Korte skud
Defektbeskrivelse: Korte skud opstår, når plastmaterialet ikke fylder støbeformens hulrum fuldstændigt. Dette resulterer i en ufuldstændig eller delvist dannet industrikasse med manglende sektioner.
Årsager og undgåelse:
Utilstrækkeligt injektionstryk eller -volumen: Kontroller sprøjtestøbemaskinens indstillinger. Sørg for, at injektionstrykket og -volumenet er tilstrækkeligt til at fylde hele formhulrummet i henhold til kassens design. Trykket skal muligvis justeres baseret på typen og viskositeten af den anvendte plastik. Begrænset materialeflow: Dette kan skyldes en smal eller blokeret port. Design porte, der har en passende størrelse og form for at tillade en jævn materialestrøm. Tjek også for eventuelle forhindringer i løbersystemet. Hold løberen og lågen rene og fri for snavs under støbeprocessen.
2. Blink
Defektbeskrivelse: Blink er det overskydende plastik, der stikker ud fra mld-skillelinjen eller andre åbninger. Det giver et uraffineret udseende til den industrielle kasse og kan også påvirke dens funktionalitet.
Årsager og undgåelse:
Forkert formlukning: Sørg for, at formens klemmekraft er indstillet korrekt. Hvis kraften er for lav, lukker mld muligvis ikke tæt nok, hvilket tillader plasten at sive ud. Kontroller regelmæssigt mld - lukkemekanismen for slid og juster klemkraften efter behov.
Slidte eller beskadigede formoverflader: Over tid kan formoverfladerne slides eller blive beskadiget, hvilket skaber huller ved skillelinjen. Efterse og vedligehold regelmæssigt formens overflade. Poler eller reparer eventuelle beskadigede områder for at sikre en tæt forsegling.
3. Synkemærker
Defektbeskrivelse: Vaskmærker er fordybninger eller hule områder på overfladen af den støbte industrikasse. De forekommer normalt i områder med tykke sektioner og er forårsaget af plastikkens krympning, når den afkøles.
Årsager og undgåelse:
Ujævn vægtykkelse: Design kassen med mere ensartede vægtykkelser. Undgå pludselige ændringer i tykkelsen, der kan føre til differentiel afkøling og krympning. Hvis tykke sektioner er nødvendige, kan du overveje at tilføje ribber eller andre strukturelle funktioner for at reducere sandsynligheden for synkemærker.
Utilstrækkelig køling: Sikre et effektivt kølesystem. Kølekanalerne bør designes, så de giver jævn køling på tværs af formen. Juster køletiden og kølevæskens flowhastighed i overensstemmelse med plastmaterialets egenskaber for at minimere krympningsrelaterede problemer.
4. Vridning
Defektbeskrivelse: Vridning refererer til forvrængning af den støbte industrikasse fra dens tilsigtede form. Dette kan gøre det svært at stable eller bruge kasserne efter hensigten.
Årsager og undgåelse:
Uensartet afkøling: Ligesom synkemærker kan ujævn afkøling forårsage vridning. Kontroller kølesystemets design og sørg for, at kølevæsken er fordelt jævnt rundt i formen. Overvej også formmaterialets termiske ledningsevne og dets indvirkning på køleens ensartethed.
Forkerte sprøjtestøbningsparametre: Forkerte indstillinger såsom injektionshastighed, pakningstryk og holdetid kan påvirke den interne spændingsfordeling i den støbte del og føre til vridning. Optimer disse parametre gennem trial and error og ud fra plastmaterialets egenskaber.
5. Overfladefejl (ridser, pletter osv.)
Defektbeskrivelse: Disse kan omfatte ridser på kassens overflade, pletter fra nedbrudt plastik eller en ru tekstur.
Årsager og undgåelse:
Formoverfladekvalitet: Sørg for en overfladefinish af høj kvalitet på formen. Eventuelle ridser eller ruhed på formoverfladen vil overføres til den støbte del. Poler formoverfladerne regelmæssigt og håndter dem med omhu under vedligeholdelse og drift.
Forurening: Hold plastmaterialet rent og fri for forurenende stoffer. Opbevar det i et rent miljø, og brug korrekte håndteringsprocedurer for at forhindre, at snavs, fugt eller andre fremmede stoffer kommer ind i materialet og påvirker overfladekvaliteten af de støbte kasser.
Pakke &. Levering

Formkomponenter
Form Stål

Hot Runner System

Standard dele

Kundernes feedback

Du kan dele mere specifikke kontaktoplysninger såsom e-mailadresse, telefonnummer eller online kontaktformularer, så interesserede parter kan kontakte dig angående fremstilling af plaststøbeformen til industrielle kasser. Eller du kan lede efter potentielle kunder gennem forskellige kanaler såsom industriudstillinger, virksomhedskataloger og online produktionsplatforme for at promovere din formfremstillingsservice.





