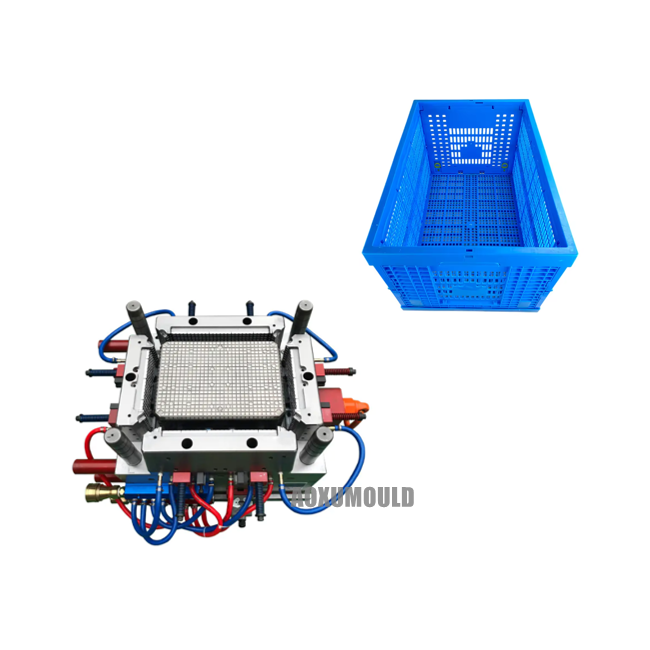



Formspecifikationer
|
Formnavn |
Logistisk kasseform |
|
Kasse materiale |
HDPE/PP, plast |
|
Kassestørrelse |
600x400x230mm |
| Kassevægt |
2,3 kg |
|
Formmateriale til hulrum &. Kerne |
P20, 718, 2738 |
|
Nos af hulrum |
1 hulrum |
|
Injektionssystem |
Kinesisk brand hot løber |
|
Egnet injektionsmaskine |
450T |
|
Formstørrelse |
980x800x480mm |
|
Skimmel levetid |
Mere end 500.000 stk |
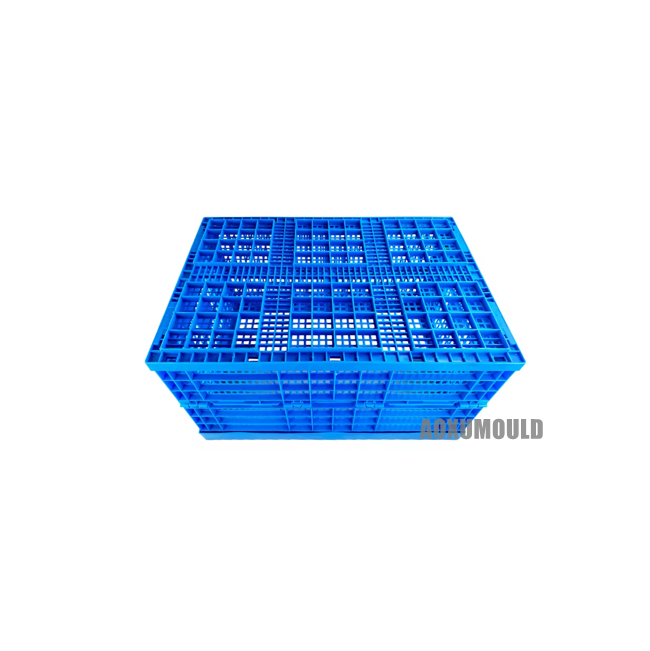
HvadAreThanFspiser afPLasticLOgistikBokse?

Attraktiv og holdbar: Produkterne af plastlogistikboksen fremstilles ved engangsinjektionsstøbning af lavtryks-polyethylen (HDPE) med lavt tryk (PP) med god glans, god håndfølelse og en lang levetid. Attraktive, lette, antislip, påvirkningsresistente, koldbestandige, varmebestandige, slidbestandige, trykbestandige, korrosionsbestandige, syrebestandige og alkalisistent, åndbare og uigennemtrængelige.
Rimelig strukturdesign: Produktet har en godt designet struktur med høj bærende styrke. Belastningskapaciteten på 1L-kapacitetsoverførselsboksen er inden for 1-100 kg. Når den faldt frit fra en højde på 1,5 meter, deformeres eller knækker den ikke alvorligt.
Miljøbeskyttelse og energibesparelse: Plastiklogistikbokse er mere miljøvenlige og energieffektive. De fremstilles gennem en enkelt injektionsstøbningsproces og er mere robuste og holdbare. Plastlogistikbokse har fordele såsom anti-aging og anti-breakage samt høj lejestyrke og evnen til at strække og komprimere.
Bred anvendelighed: Plastlogistikbokse er egnede til transport, distribution, opbevaring og cirkulationsbehandling i fabrikslogistik. Deres rimelige design og fremragende kvalitet gør dem anvendelige til transport, distribution, opbevaring og cirkulationsbehandling i fabrikslogistik.
Stabelbar: Plastlogistikbokse kan stables sammen, hvilket ikke kun sparer plads, men også reducerer logistikomkostningerne.
Genanvendelig: De kasserede logistikbokse kan behandles og genbruges uden at forårsage forurening til miljøet eller spilder ressourcer.
Design til produkt &. Skimmel

HvadAreThanMetodFeller TestingThanLoad-BEaringCApacity afPLasticLOgistikBokse?
Metode til inspektion af udseende: Kontroller, om udseendet af plastfeltet er intakt, og om der er nogen åbenlyse skader, revner eller deformationer.
Dimensionsmåling: Mål længden, bredden og højden af plastikkassen for at sikre, at den opfylder designkravene og brugen af brugen.
Surface Flatness Inspection: Brug et fladhedsmåleværktøj til at markere overfladet fladhed i plastikkassen for at forhindre skader på indholdet.
Metode for fysisk præstation: Brug mekanisk testudstyr til at vurdere styrkenegenskaberne for plastkasser, såsom trykstyrke, trækstyrke og påvirkningsmodstand.
Vejretest: Ved at udsætte plastikkassen for forskellige miljøforhold kan vejrmodstanden på plasten evalueres og derved forudsige dens levetid og ydeevne i faktisk brug.
Test på bærende kapacitet: Ved at anvende en bestemt belastning på plastikkassen evalueres dens bærende kapacitet for at sikre, at den sikkert kan bære varerne.
Materialesammensætningstestmetode: Brug kemiske analysemetoder eller instrumenter til at identificere typen og sammensætningen af de materialer, der bruges i plastikkasserne.
Opløselig stoftest: Ved at nedsænke prøven af plastikkassen detekteres indholdet af opløselige stoffer inden for det for at vurdere dets sikkerhed og miljøvenlighed.
HvadAreThanDetailedREquirementsFellerThanProcessing afPLasticLOgistiskBokseSkimmel?

Krav til formmateriale: Alle formrammer er ensartet valgt som Longji -forme; Forme med en størrelse på 230 eller derover er ensartet udstyret med fire sæt nålpladegruider. Kernen er strengt fremstillet i henhold til de materielle krav, der er anført i selskabets formstatstabel. Alle indsætningsdele i for- og bagformene er ensartet lavet af 2083 slukket materiale eller svensk S136 -slukket materiale. Alle indsatser i for- og bagformene er lavet af Longji NAK80 -materiale. Alle stifter, indsatser, bosser og flade toppe af formene er ensartet lavet af SKD61 -materiale. Til sprøjtestøbning med et produktionsvolumen på over 500.000 stykker, stifter, indsatser, bosser og flade toppe er ensartet lavet af SKD51 -materiale.
Krav til formbehandling: Alle indsatser, indsatser og dele af kernen i den forreste form skal behandles ved langsom trådskæring. Spejloverfladen på de forreste formprodukter skal behandles ensartet af spejloverfladeklipskæret for at sikre, at produktudseende er fladhed. Alle forme, flowkanaler og gateways skal være ensartet poleret. For den bageste formkerne, indsatser, stoppere og dem med en diameter på mindre end 3,0, skal alle behandles ved langsom trådskæring. Flade toppe skal behandles ved langsom trådskæring. Dykkerporte skal behandles ensartet af gnistskæring og poleres til 1200# sandpapir eller poleret.
Krav til formstruktur: For den bageste form af produktet skal alle søjler være ensartet forbundet med stænger; For den forreste form skal alle søjler være ensartet udstyret med stifter. Alle gennemhuller skal være ensartet i form af indsatser. Alle ribben og knogler, der er højere end 15 mm, skal være i form af indsatser.
Krav til skimmeludseende: Overfladen skal være spejllignende. Det skal poleres med 1500# og over sandpapir og derefter belagt med en beskyttende film. Overfladen skal have fine linjer, når de poleres. Det skal poleres med 1200# sandpapir. Overfladen skal have grove linjer. Det skal poleres med 1000# sandpapir. Overfladen skal være af en normal glat finish af kunden. Det skal poleres med 1200# sandpapir for at sikre ensartet poleringseffekt. I tilfælde af ingen krav til bagmen skal det poleres med 800# sandpapir.
Krav til formstyrke: For forme med en styrke på 400 eller derover skal formrammen fremsættes til en blokform til siden, bunden og toppen (blokmaterialet er P20). Kanten af formen kernen til kanten af produktet bør ikke være mindre end 35 mm. For forme med en styrke under 350 bør kanten af formen kernen til kanten af formen rammen ikke være mindre end 60 mm. For forme med en styrke over 350 bør kanten af formen kernen til kanten af formen rammen ikke være mindre end 75 mm.
Formproduktionskrav: Formen må ikke behandles ved hjælp af nogen sekundære behandlingsmetoder med værktøjer. Moldinjektionscyklus: For et produkt, der vejer 200 gram, er cyklussen V40'erne; For et produkt, der vejer 200 gram, er cyklussen V50S. Formen må ikke kræve større reparationer (begrænset til 3 vedligeholdelsesdage), når injektionscyklussen er mindre end 100.000 gange. Under mugproduktion skal produktkvalifikationshastigheden være over 93%, og den dobbelte farveformkvalifikation skal være over 80%.
Støbte produktkrav: De støbte produkter skal være en gang dannede kvalificerede produkter, og ingen yderligere behandling er tilladt (undtagen for behandling, der kræves til tilsvarende specielle strukturer). Et kvalificeret støbt produkt defineres som: dets udseende er i overensstemmelse med Chuanyuan -acceptstandarderne, den dimensionelle tolerance opfylder kravene i tegningsdesignet, materialerne overholder kravene og er i tråd med relevante love og regler, og produktstyrken opfylder de relevante tests.
Formprøvning af plastik LOgistiskBokse
Hvorfor vælge os
Kvalitetscertificering: Sørg for, at leverandørerne har relevante kvalitetscertificeringer, såsom ISO13485 osv. Disse certificeringer indikerer, at leverandørerne opfylder internationale standarder og er i stand til at tilvejebringe forme af høj kvalitet, der overholder kravene i den medicinske udstyrsindustri.
Erfaring og ekspertise: Vælg leverandører, der har lang erfaring og professionel viden. De har en dybdegående forståelse af design, fremstilling og brug af forme med medicinsk udstyr og kan give dig professionel rådgivning og løsninger.
Teknisk kapacitet: Evaluer leverandørernes tekniske kapaciteter, herunder deres tekniske niveauer i skimmelsdesign, behandling og forbedring. Fremragende tekniske kapaciteter kan sikre nøjagtigheden og stabiliteten af formene og derved garantere produktkvalitet.
Kundeservice: Den kundeservice, der leveres af leverandøren, er også en vigtig faktor i valget. De skal være i stand til at reagere hurtigt på dine behov og tilbyde fremragende eftersalgsservices, herunder vedligeholdelse, reparation og teknisk support osv.
Omkostningseffektivitet: Selvom kvalitet og service er af største betydning, er omkostninger også en faktor, der skal tages i betragtning. Vælg leverandører med rimelige priser og konkurrencedygtige tilbud for at sikre, at dine produktionsomkostninger styres.
Overholdelse og sporbarhed: Sørg for, at leverandørernes produkter overholder relevante regler og standarder, og kan give komplet produktsporbarhed for at tackle potentielle kvalitetsproblemer og lovgivningsmæssige anmeldelser.
Leveringstid: Tag hensyn til leveringstiden for leverandøren. Rettidig levering kan sikre, at din produktionsplan ikke påvirkes, og at efterspørgslen efter markedet kan imødekommes hurtigt.
Arbejdernes udstyr og færdigheder: Når man vælger en plastikformproduktionsfabrik, tilrådes det at vælge en med relativt godt udstyr og kvalificerede arbejdstagere. Fremstilling af plastform er en storstilet investering, så kvalitetskravene er ekstremt strenge. Hvis udstyret og færdighederne hos arbejderne i plastikformfabrikken ikke er op til standard, vil kvaliteten af formene og produkterne blive påvirket i høj grad.
Skala og leveringstid: Vælg en plastikformerfremstillingsfabrik med en relativt stor skala. Nogle små workshops har flere mennesker, der håndterer forskellige opgaver, hvilket gør det vanskeligt for dem at være professionelle. Som et resultat kan der være problemer med leveringstider. Større skimmelfabrikker har mere pålidelige leveringstider.
Etableringsperiode og teknologisk modenhed: Det afhænger af etableringsperioden for plastformproduktfabrikken. For nyoprettede virksomheder er det på grund af den umodne formbehandlingsteknologi vanskelig at imødekomme kundernes høje krav med hensyn til formbehandlingsnøjagtighed.





